 +86 18902444860
+86 18902444860 myd@merryoung.com
myd@merryoung.com 





 French
French English
English Chinese
Chinese Spanish
Spanish Russian
Russian Italian
Italian German
German Japanese
Japanese

Avec le développement rapide de l'industrie des véhicules à énergie à hydrogène, les plaques bipolaires métalliques sont devenues l'un des composants de base les plus critiques des piles à combustible à hydrogène. En tant qu'une des pièces clés d'une pile à combustible, les plaques bipolaires métalliques offrent une excellente conductivité électrique, une résistance aux vibrations et une résistance aux chocs, tout en permettant une dissipation rapide de la chaleur pour maintenir une température uniforme de la batterie.
Les plaques bipolaires métalliques peuvent également être fabriquées à l'aide de matériaux relativement minces, tels que l'acier inoxydable de 0,2 mm pour la demi-gravure de canal d'écoulement unilatéral ou un matériau de 0,3 mm pour la demi-gravure de canal d'écoulement double latéral. Des matériaux plus épais peuvent également être utilisés selon les exigences spécifiques de l'application.
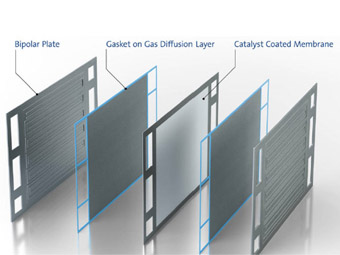
Les principales fonctions des plaques bipolaires comprennent:
Distribution des canaux de flux de gaz
Gestion thermique
Conduction électrique
La précision de fabrication des plaques bipolaires affecte directement les performances des piles à combustible.
Les méthodes de fabrication des plaques bipolaires métalliques peuvent généralement être divisées en procédés d'estampage et procédés de gravure chimique. La première utilise l'estampage pour former des canaux d'écoulement sur des tôles métalliques, tandis que la seconde utilise la corrosion chimique pour graver des canaux d'écoulement des deux côtés de la plaque métallique. La gravure chimique (gravure humide), avec ses avantages de traitement sans rebure, de fabrication sans contrainte et de capacité à produire simultanément des canaux d'écoulement tridimensionnels complexes, est devenue un processus clé pour la fabrication de plaques bipolaires en acier inoxydable et en alliage de titane. Cet article fournit une analyse approfondie des étapes principales du processus et des points de contrôle de l'équipement concernés.
Les plaques bipolaires des piles à combustible sont généralement fabriquées en acier inoxydable (SUS304, SUS316L) ou en alliage de titane avec des épaisseurs allant de 0,05 mm à 0,2 mm. Les profondeurs typiques du canal d'écoulement varient de 0,2 mm à 0,5 mm, tandis que la largeur des nervures et la largeur du canal peuvent être aussi petites que 0,3 mm.
Les principaux indicateurs de qualité sont les suivants :
Tolérance de profondeur ≤ ± 0,02 mm
Tolérance de largeur ≤ ± 0,01 mm
Facteur de gravure ≥ 2,5
Gravure latérale réduite des canaux d'écoulement
Ra ≤ 0,8 μm
Réduit la résistance au contact et améliore l'adhésion du revêtement
Prévient les dommages aux membranes d'échange de protons et évite les courts-circuits
Une ligne de production complète de gravure de plaques bipolaires métalliques comprend les sections de processus clés suivantes:
Les bobines ou feuilles métalliques sont nettoyées chimiquement (dégraissage et élimination des oxydes), suivies d'un stratification double face avec un revêtement photorésiste film sec ou photorésiste humide. L'épaisseur du film sec est choisie en fonction des exigences de profondeur de gravure, généralement allant de 15 à 40 μm.
Une machine d'exposition double face de haute précision transfère le motif du canal d'écoulement sur la couche photorésiste. La précision d'alignement de l'exposition doit être ≤ ±25 μm. Après le développement, des zones d'ouverture claires sont formées où les canaux d'écoulement seront gravés.
C'est l'étape la plus critique pour déterminer la qualité de la plaque bipolaire. La gravure par pulvérisation symétrique double face est utilisée, où la solution de gravure (généralement des systèmes de chlorure de ferrique ou de chlorure de cuivre pour l'acier inoxydable) est pulvérisée uniformement sur la surface métallique à travers des buses haute pression.
Les pressions de pulvérisation supérieure et inférieure sont contrôlées indépendamment. Les bras oscillants ou les buses oscillantes éliminent l'« effet de regroupement », assurant des taux de gravure constants entre le centre et les bords.
La température de gravure est maintenue à 45 ± 1°C (pour l'acier inoxydable). Des températures trop élevées accélèrent la gravure latérale, tandis que des températures plus basses réduisent la vitesse de gravure.
Le degré de Baumé et l'ORP (potentiel d'oxydation-réduction) sont surveillés en temps réel. Les agents de régénération sont automatiquement ajoutés ou la solution saturée est remplacée pour maintenir des taux de gravure stables.
Lorsque la profondeur de gravure atteint la valeur cible (gravure à travers ou demi-gravure), la pulvérisation s'arrête automatiquement pour éviter la gravure excessive.
Pour obtenir une pénétration simultanée des deux côtés et former des canaux d'écoulement continu (tels que des plaques cathodiques), le temps de gravure doit être contrôlé avec précision de sorte que les fronts de gravure des deux côtés se rencontrent au centre, formant une section transversale lisse en forme d'horloge. Pour les plaques anodiques à demi-gravure (gravées d'un côté tandis que l'autre côté reste intact), la couche de résistance arrière doit être protégée tout en contrôlant la profondeur de la demi-gravure.
Après la gravure, une machine de dépouillage alcaline enlève le film sec restant. Les plaques subissent ensuite un nettoyage en plusieurs étapes, y compris un nettoyage à ultrasons, pour éliminer les résidus de gravure et les ions chlorure de la surface, suivi d'un séchage à l'air chaud.
Un système d'inspection de vision en ligne est utilisé pour vérifier les dimensions des canaux d'écoulement et détecter les défauts. Les produits finis sont nivelés, coupés ou rebondis avant d'entrer dans le processus de revêtement de surface suivant, tel que le revêtement au carbone ou le placage en or.
Pour répondre aux besoins de l'industrie de l'énergie hydrogène, Dongguan Huazhou Machinery Technology Co., Ltd. a développé des lignes de production de gravure de plaques bipolaires métalliques de haute précision avec les avantages suivants:
| Module d'équipement | Caractéristiques techniques de Huazhou | Valeur pour la qualité de la plaque bipolaire |
|---|---|---|
| Unité principale de gravure | 16 bras de pulvérisation supérieurs et inférieurs contrôlés indépendamment avec fréquence d'oscillation programmable et pression de pulvérisation | Uniformité de gravure ≤ ± 3%, écart de profondeur du canal d'écoulement ≤ ± 0,01 mm |
| Système de contrôle de température | Contrôle PID de l'échangeur de chaleur, différence de température du réservoir ±0,5°C | Taux de gravure stable et fluctuations de gravure latérale réduites |
| Régénération chimique | Surveillance ORP en ligne avec reconstitution automatique de régénérant | Production continue sans remplacement fréquent des solutions, augmentation de la productivité de 30 % |
| Alignement automatique | Système d'alignement d'épingles de balayage double face CCD | Précision d'alignement double face ±20 μm, adaptée pour la gravure simultanée double face de plaques minces |
| Unité de nettoyage | Nettoyage à ultrasons par spray haute pression Rinçage à eau DI | Residu d'ions de chlorure ≤ 5 ppm, résistance accrue à la corrosion |

Pour les canaux d'écoulement fins avec des rapports largeur-profondeur proches de 1, l'estampage peut facilement provoquer des fissures en traction ou un retour à ressort, et les rebures sur les bords sont difficiles à éliminer. La gravure chimique, en revanche, est exempte de contraintes et produit des parois latérales de canal d'écoulement lisses.
Le traitement laser crée des zones touchées par la chaleur qui entraînent une oxydation des bords et la formation de scories. Il a également une efficacité plus faible et des coûts plus élevés. La gravure chimique peut traiter des feuilles entières simultanément, atteignant une productivité de plusieurs mètres carrés par minute.
La réduction des coûts et l'amélioration de l'efficacité des piles à combustible à hydrogène reposent fortement sur des plaques bipolaires métalliques de haute précision et très cohérentes. Avec ses avantages uniques de traitement sans contrainte, de grande flexibilité de conception et de capacité de production en masse évolutive, la technologie de gravure chimique est devenue l'un des processus de fabrication courants pour les plaques bipolaires.
Dernières connaissances de gravure

With the continuous upgrade of automotive consumption, customers are placing increasingly higher demands on vehicle interior design, quality, and craftsmanship.Automotive decorative trims — whether ap……
Related topics: Automotive Metal Etching SolutionIn the era of smart vehicles, in-car audio experience has become an important factor in evaluating vehicle luxury, comfort, and overall quality. As a c……
With the rapid advancement of 5G communications, smart devices, new energy vehicles, and high-performance computing platforms, the power consumption and heat generation of electronic equipment continu……
Avec le développement rapide de l'industrie des véhicules à énergie à hydrogène, les plaques bipolaires métalliques sont devenues l'un des composants de base les plus critiques des piles à com……
Envoyer une demande
Choisissez Huazhou Machinery pour protéger votre réputation.
Navigation rapide
Company
Contact Us
 No.1 Niuling Road, arc commémoratif, Sukeng, ville de Changping, Dongguan
No.1 Niuling Road, arc commémoratif, Sukeng, ville de Changping, Dongguan 86 1890244860
86 1890244860 myd@merryoung.com
myd@merryoung.com
Copyright © Dongguan Huazhou Machinery Technology Co., Ltd.carte du site 粤ICP备18133982号