 +86 18902444860
+86 18902444860 myd@merryoung.com
myd@merryoung.com 





 日本語
日本語 英語
英語 中国語
中国語 スパンニスh
スパンニスh フランス語
フランス語 ロシア語
ロシア語 イタリア
イタリア ドイツ語
ドイツ語

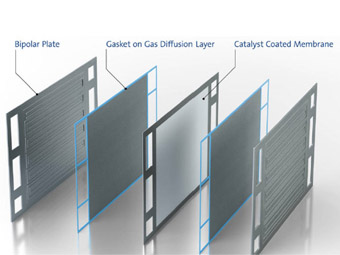
水素自動車工業の急速な発展に伴い、金属双極板は水素燃料電池のも重要なコア部品の一つとなっている。燃料電池の重要な部品の1つとして、金属双極板は優れた導電性、耐振動性、耐衝撃性を持ち、同時に急速に放熱して均一な電池温度を維持することができる。
金属二重極板は、片側流路半エッチング用の0.2 mmステンレス鋼や、両側流路半エッチング用の0.3 mm材料など、比較的薄い材料を用いて製造することもできる。具体的な用途の要求に応じて、厚い材料を使用することもできます。
ガス流路分布
ねつかんり
どうでんせい
双極板の製造精度は燃料電池の性能に直接影響する。
金属二極板の製造方法は一般的にプレスプロセスと化学エッチングプロセスに分けることができる。前者はプレスを用いて金属板に流路を形成し、後者は化学エッチングを用いて金属板の両側に流路をエッチングする。化学エッチング(湿式エッチング)はその無バリ加工、無応力製造と同時に複雑な三次元流路を発生する能力などの利点で、ステンレス鋼とチタン合金の二極板を製造する重要な技術となっている。本文は関連するコアプロセスステップと設備制御点について深く分析した。
コア品質指標は次のとおりです。
深さ公差≦±0.02 mm
幅公差≦±0.01 mm
エッチング係数≧2.5
流路の横エッチングを小限にする
Ra≤0.8μm
接触抵抗を低減し、コーティング付着力を高める
プロトン交換膜の損傷を防止し、短絡を回避する
完全な金属二重極板エッチングラインには、次の重要なプロセス部分があります。
金属コイルまたは金属シートを化学的洗浄(脱脂および酸化物除去)した後、ドライフィルムフォトレジストエッチングまたはウェットフォトレジストコーティングを用いて両面積層した。乾燥膜厚はエッチング深さの要件に応じて選択され、通常は15〜40μmの間である。
露光アライメント精度は≦±25μmでなければならない。現像後、流路がエッチングされるところに明確な開口領域が形成される。
これは二重極板の品質を決定するも重要な段階である。エッチング液(典型的にはステンレス鋼の塩化鉄または塩化銅系)が高圧ノズルを介して金属表面に均一に噴射される両面対称スプレーエッチングを使用した。
上下噴霧圧力は独立に制御する。スイングアームまたはスイングノズルは「プール効果」を除去し、中心とエッジの間のエッチング速度の一致を確保します。
エッチング剤温度は45±1°C(ステンレス鋼)に維持した。高すぎる温度はサイドエッチングを加速させ、低い温度はエッチング速度を低下させる。
BaumédegreeとORP(レドックス電位)をリアルタイムで監視した。再生剤を自動的に添加するか、飽和溶液を交換して、安定したエッチング速度を維持します。
両側から同時に浸透し、連続した流路(例えば陰極板)を形成するためには、両側のエッチング前線が中心で出会うようにエッチング時間を正確に制御し、滑らかな「砂時計形」断面を形成しなければならない。半エッチング陽極板(一方のエッチング、他方のエッチングは完全なまま)については、半エッチング深さを制御しながら裏面レジスト層を保護しなければならない。
エッチング後、アルカリリフトオフ機は残りの乾燥膜を除去する。次に、表面のエッチング残留物と塩素イオンを除去するための超音波洗浄を含む板材の多段洗浄を行い、その後熱風乾燥を行った。
オンライン視覚検出システムは、流路サイズを検査し、欠陥を検出するために使用される。完成品は、カーボンコーティングやメッキなどの次のコーティングプロセスに入る前に、平坦化、切断、または再巻き付けされます。
| デバイスモジュール | 華舟技術の特徴 | 二極板の質量値 |
|---|---|---|
| エッチングホスト | プログラム可能な発振周波数と噴霧圧力を有する16個の独立制御上下噴霧アーム | エッチング均一度≦±3%、流路深さ偏差≦±0.01 mm |
| 温度制御システム | 熱交換器PID制御、タンク温度差±0.5°C | 安定したエッチング速度と減少したサイドエッチング変動 |
| かがくさいせい | オンラインORPモニタリング、自動補充再生剤 | |
| 自動配置 | CCD両面スキャンは準システムに対して | 両面アライメント精度±20μm、薄板同時両面エッチングに適している |
| クリーンユニット | 高圧噴霧超音波洗浄脱イオン水洗浄 | 塩素イオン残留≦5 ppm、耐食性強化 |

幅深度比が1に近い微細流路では、プレスにより引張割れや反発が起こりやすく、エッジのバリが解消しにくい。対照的に、化学エッチングは応力がなく、滑らかな流路側壁を生成することができる。
レーザ加工は熱影響領域を生じ、エッジの酸化とスラグの形成をもたらす。また、効率性が低く、コストも高い。化学エッチングは板材全体を同時に処理し、毎分数平方メートルの生産性を実現することができる。
コスト削減と水素燃料電池の効率向上は、高精度で高度に一致した金属双極板に大きく依存している。化学エッチング技術は応力のない加工、高い設計柔軟性、拡張可能な大規模生産能力などの独特な優位性により、すでに双極板の主流製造技術の一つとなっている。
最新エッチング知識

With the continuous upgrade of automotive consumption, customers are placing increasingly higher demands on vehicle interior design, quality, and craftsmanship.Automotive decorative trims — whether ap……
Related topics: Automotive Metal Etching SolutionIn the era of smart vehicles, in-car audio experience has become an important factor in evaluating vehicle luxury, comfort, and overall quality. As a c……
With the rapid advancement of 5G communications, smart devices, new energy vehicles, and high-performance computing platforms, the power consumption and heat generation of electronic equipment continu……
水素自動車工業の急速な発展に伴い、金属双極板は水素燃料電池の最も重要なコア部品の一つとなっている。燃料電池の重要な部品の1つとして、金属双極板は優れた導電性、耐振動性、耐衝撃性を持ち、同時に急速に放熱……
見積依頼の送信
華舟機械を選択して評判を維持します。
著作権所有©東莞華洲機械科技有限公司。サイトマップ 粤ICP备18133982号
 東莞市昌平鎮蘇坑記念鳥居牛嶺路1号
東莞市昌平鎮蘇坑記念鳥居牛嶺路1号
