 +86 18902444860
+86 18902444860 myd@merryoung.com
myd@merryoung.com 





 Italiano
Italiano Inglese
Inglese Cinese
Cinese Spagnolo
Spagnolo Francese
Francese Russo
Russo Tedesco
Tedesco Giapponese
Giapponese

Con il rapido sviluppo dell'industria dei veicoli a energia idrogenica, le piastre bipolari metalliche sono diventate uno dei componenti principali più critici delle celle a combustibile a idrogeno. Come una delle parti chiave di una cella a combustibile, le piastre bipolari in metallo offrono un'eccellente conduttività elettrica, resistenza alle vibrazioni e resistenza agli impatti, consentendo allo stesso tempo una rapida dissipazione del calore per mantenere una temperatura uniforme della batteria.
Le piastre bipolari in metallo possono anche essere fabbricate utilizzando materiali relativamente sottili, come l'acciaio inossidabile da 0,2 mm per la metà-incisione a canale di flusso singolo lato o materiale da 0,3 mm per la metà-incisione a canale di flusso doppio lato. Anche materiali più spessi possono essere utilizzati in base alle specifiche esigenze dell'applicazione.
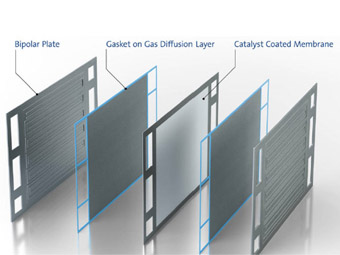
Le funzioni principali delle piastre bipolari includono:
Distribuzione del canale di flusso di gas
Gestione termica
Conduzione elettrica
La precisione di fabbricazione delle piastre bipolari influisce direttamente sulle prestazioni delle celle a combustibile.
I metodi di fabbricazione per piastre bipolari metalliche possono generalmente essere suddivisi in processi di stampatura e processi di incisione chimica. Il primo utilizza la stampatura per formare canali di flusso su lastre metalliche, mentre il secondo utilizza la corrosione chimica per incidere canali di flusso su entrambi i lati della piastra metallica. L'incisione chimica (incisione umida), con i suoi vantaggi di lavorazione senza burr, produzione senza sollecitazioni e la capacità di produrre contemporaneamente complessi canali di flusso tridimensionali, è diventata un processo chiave per la produzione di piastre bipolari in acciaio inossidabile e lega di titanio. Questo articolo fornisce un'analisi approfondita delle fasi di processo fondamentali e dei punti di controllo dell'attrezzatura coinvolti.
Le piastre bipolari delle celle a combustibile sono tipicamente realizzate in acciaio inossidabile (SUS304, SUS316L) o fogli in lega di titanio con spessori che vanno da 0,05 mm a 0,2 mm. Le tipiche profondità del canale di flusso vanno da 0,2 mm a 0,5 mm, mentre la larghezza della costola e la larghezza del canale possono essere piccole fino a 0,3 mm.
I principali indicatori di qualità includono:
Tolleranza di profondità ≤ ± 0,02 mm
Tolleranza di larghezza ≤ ± 0,01 mm
Fattore di incisione ≥ 2,5
Minimizzazione dell'incisione laterale dei canali di flusso
Ra ≤ 0,8 μm
Riduce la resistenza al contatto e migliora l'aderenza del rivestimento
Previene i danni alle membrane di scambio di protoni ed evita i cortocircuiti
Una linea di produzione completa di incisione di piastre bipolari in metallo comprende le seguenti sezioni di processo chiave:
Le bobine o i fogli di metallo vengono puliti chimicamente (sgrassamento e rimozione degli ossidi), seguiti da una laminazione a due lati con rivestimento fotoresisto a pellicola secca o fotoresisto umido. Lo spessore della pellicola secca viene selezionato in base alle esigenze di profondità di incisione, che in genere vanno da 15 a 40 μm.
Una macchina di esposizione a doppio lato ad alta precisione trasferisce il modello del canale di flusso sullo strato di fotoresistenza. La precisione dell'allineamento dell'esposizione deve essere ≤ ±25 μm. Dopo lo sviluppo, si formano aree di apertura chiare dove saranno incisi i canali di flusso.
Questa è la fase più critica per determinare la qualità della piastra bipolare. Viene utilizzata l'incisione simmetrica a doppio lato, dove la soluzione di incisione (tipicamente sistemi di cloruro ferrico o cloruro di cupro per acciaio inossidabile) viene spruzzata uniformemente sulla superficie metallica attraverso ugelli ad alta pressione.
Le pressioni di spruzzo superiori e inferiori sono controllate in modo indipendente. Bracci oscillanti o ugelli oscillanti eliminano l'"effetto pooling", garantendo velocità di incisione coerenti tra il centro e i bordi.
La temperatura di incisione è mantenuta a 45 ±1°C (per l'acciaio inossidabile). Temperature eccessivamente elevate accelerano l'incisione laterale, mentre temperature più basse riducono la velocità di incisione.
Il grado di Baumé e ORP (potenziale di ossidazione-riduzione) vengono monitorati in tempo reale. Gli agenti rigeneranti vengono aggiunti automaticamente o la soluzione satura viene sostituita per mantenere velocità di incisione stabili.
Quando la profondità di incisione raggiunge il valore obiettivo (incisione attraverso o metà incisione), la spruzzatura si ferma automaticamente per evitare l'eccessiva incisione.
Per raggiungere la penetrazione simultanea da entrambi i lati e formare canali di flusso continuo (come piastre a catodo), il tempo di incisione deve essere controllato con precisione in modo che i fronti di incisione da entrambi i lati si incontrino al centro, formando una sezione trasversale liscia a forma di orologiero. Per le piastre di anodo a metà incisione (incise su un lato mentre l'altro lato rimane intatto), lo strato di resistenza posteriore deve essere protetto mentre si controlla la profondità della metà incisione.
Dopo l'incisione, una macchina di spogliatura alcalina rimuove il film secco rimanente. Le piastre vengono quindi sottoposte a una pulizia multifase, compresa la pulizia ad ultrasuoni, per rimuovere i residui di incisione e gli ioni cloruro dalla superficie, seguita dall'asciugatura ad aria calda.
Un sistema di ispezione della visione online viene utilizzato per controllare le dimensioni del canale di flusso e rilevare difetti. I prodotti finiti vengono livellati, tagliati o rimbobinati prima di entrare nel successivo processo di rivestimento superficiale, come il rivestimento al carbonio o la placcatura in oro.
Per soddisfare le esigenze dell'industria dell'energia dell'idrogeno, Dongguan Huazhou Machinery Technology Co., Ltd. ha sviluppato linee di produzione di incisione di piastre bipolari in metallo ad alta precisione con i seguenti vantaggi:
| Modulo attrezzature | Caratteristiche tecniche di Huazhou | Valore per la qualità della piastra bipolare |
|---|---|---|
| Unità principale di incisione | 16 bracci di spruzzo superiori e inferiori controllati in modo indipendente con frequenza di oscillazione programmabile e pressione di spruzzo | Uniformità di incisione ≤ ± 3%, deviazione della profondità del canale di flusso ≤ ± 0,01 mm |
| Sistema di controllo della temperatura | Controllo PID dello scambiatore di calore, differenza di temperatura del serbatoio ±0,5°C | Tasso di incisione stabile e ridotte fluttuazioni di incisione laterale |
| rigenerazione chimica | Monitoraggio ORP online con rifornimento automatico del rigenerante | Produzione continua senza frequenti sostituzioni della soluzione, aumentando la produttività del 30% |
| Allineamento automatico | Sistema di allineamento pin di scansione a doppio lato CCD | Precisione di allineamento a doppio lato ±20 μm, adatta per l'incisione simultanea a doppio lato di piastre sottili |
| Unità di pulizia | Pulizia ad ultrasuoni spray ad alta pressione DI risciacquo con acqua | Residue ionici di cloruro ≤ 5 ppm, resistenza alla corrosione migliorata |

Per i canali di flusso fine con rapporti larghezza-profondità vicini a 1, la stampatura può facilmente causare crepe a trazione o rimolazione e le borse sui bordi sono difficili da eliminare. L'incisione chimica, al contrario, è esente da sollecitazioni e produce pareti laterali di canale di flusso lisce.
La lavorazione laser crea zone colpite dal calore che provocano ossidazione dei bordi e formazione di scorie. Ha anche meno efficienza e costi più alti. L'incisione chimica può elaborare fogli interi contemporaneamente, raggiungendo una produttività di diversi metri quadrati al minuto.
La riduzione dei costi e il miglioramento dell'efficienza nelle celle a combustibile a idrogeno dipendono fortemente da piastre bipolari metalliche ad alta precisione e altamente coerenti. Con i suoi vantaggi unici di lavorazione senza sollecitazioni, alta flessibilità di progettazione e capacità di produzione di massa scalabile, la tecnologia di incisione chimica è diventata uno dei principali processi di produzione per piastre bipolari.
Ultime conoscenze di incisione

With the continuous upgrade of automotive consumption, customers are placing increasingly higher demands on vehicle interior design, quality, and craftsmanship.Automotive decorative trims — whether ap……
Related topics: Automotive Metal Etching SolutionIn the era of smart vehicles, in-car audio experience has become an important factor in evaluating vehicle luxury, comfort, and overall quality. As a c……
With the rapid advancement of 5G communications, smart devices, new energy vehicles, and high-performance computing platforms, the power consumption and heat generation of electronic equipment continu……
Con il rapido sviluppo dell'industria dei veicoli a energia idrogenica, le piastre bipolari metalliche sono diventate uno dei componenti principali più critici delle celle a combustibile a idrogen……
Invia richiesta
Scegli Huazhou Machinery per salvaguardare la tua reputazione.
Navigazione rapida
Azienda
Contattaci
 No.1 Niuling Road, arco memoriale, Sukeng, città di Changping, Dongguan
No.1 Niuling Road, arco memoriale, Sukeng, città di Changping, Dongguan 86 1890244860
86 1890244860 myd@merryoung.com
myd@merryoung.com
Copyright © Dongguan Huazhou Machinery Technology Co., Ltd.mappa del sito 粤ICP备18133982号