 +86 18902444860
+86 18902444860 myd@merryoung.com
myd@merryoung.com 






 English
English Chinese
Chinese Spanish
Spanish French
French Russian
Russian Italian
Italian German
German Japanese
Japanese

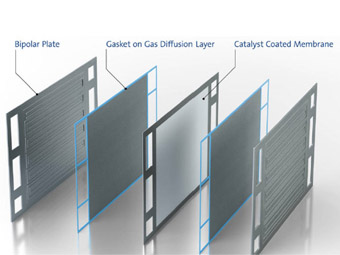
With the rapid development of the hydrogen energy vehicle industry, metal bipolar plates have become one of the most critical core components of hydrogen fuel cells. As one of the key parts of a fuel cell, metal bipolar plates offer excellent electrical conductivity, vibration resistance, and impact resistance, while also enabling rapid heat dissipation to maintain uniform battery temperature.
Metal bipolar plates can also be manufactured using relatively thin materials, such as 0.2 mm stainless steel for single-side flow channel half-etching, or 0.3 mm material for double-side flow channel half-etching. Thicker materials can also be used according to specific application requirements.
The main functions of bipolar plates include:
Gas flow channel distribution
Thermal management
Electrical conduction
The manufacturing precision of bipolar plates directly affects the performance of fuel cells.
The manufacturing methods for metal bipolar plates can generally be divided into stamping processes and chemical etching processes. The former uses stamping to form flow channels on metal sheets, while the latter uses chemical corrosion to etch flow channels on both sides of the metal plate. Chemical etching (wet etching), with its advantages of burr-free processing, stress-free manufacturing, and the ability to produce complex three-dimensional flow channels simultaneously, has become a key process for manufacturing stainless steel and titanium alloy bipolar plates. This article provides an in-depth analysis of the core process steps and equipment control points involved.
Fuel cell bipolar plates are typically manufactured from stainless steel (SUS304, SUS316L) or titanium alloy sheets with thicknesses ranging from 0.05 mm to 0.2 mm. Typical flow channel depths range from 0.2 mm to 0.5 mm, while the rib width and channel width can be as small as 0.3 mm.
Core quality indicators include:
Depth tolerance ≤ ±0.02 mm
Width tolerance ≤ ±0.01 mm
Etch Factor ≥ 2.5
Minimized lateral etching of flow channels
Ra ≤ 0.8 μm
Reduces contact resistance and improves coating adhesion
Prevents damage to proton exchange membranes and avoids short circuits
A complete metal bipolar plate etching production line includes the following key process sections:
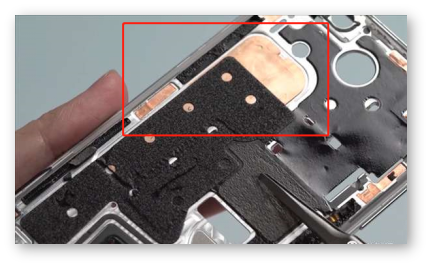
Metal coils or sheets are chemically cleaned (degreasing and oxide removal), followed by double-sided lamination with dry film photoresist or wet photoresist coating. The dry film thickness is selected according to the etching depth requirements, typically ranging from 15–40 μm.
A high-precision double-sided exposure machine transfers the flow channel pattern onto the photoresist layer. The exposure alignment accuracy must be ≤ ±25 μm. After development, clear opening areas are formed where the flow channels will be etched.
This is the most critical stage determining bipolar plate quality. Double-sided symmetrical spray etching is used, where the etchant solution (typically ferric chloride or cupric chloride systems for stainless steel) is uniformly sprayed onto the metal surface through high-pressure nozzles.
Upper and lower spray pressures are independently controlled. Swing arms or oscillating nozzles eliminate the “pooling effect,” ensuring consistent etching rates between the center and edges.
The etchant temperature is maintained at 45 ±1°C (for stainless steel). Excessively high temperatures accelerate side etching, while lower temperatures reduce etching speed.
Baumé degree and ORP (oxidation-reduction potential) are monitored in real time. Regenerating agents are automatically added or saturated solution is replaced to maintain stable etching rates.
When the etching depth reaches the target value (through-etching or half-etching), spraying automatically stops to prevent over-etching.
To achieve simultaneous penetration from both sides and form continuous flow channels (such as cathode plates), the etching time must be precisely controlled so that the etching fronts from both sides meet at the center, forming a smooth “hourglass-shaped” cross section. For half-etched anode plates (etched on one side while the other side remains intact), the backside resist layer must be protected while controlling the half-etch depth.
After etching, an alkaline stripping machine removes the remaining dry film. The plates then undergo multi-stage cleaning, including ultrasonic cleaning, to remove etching residues and chloride ions from the surface, followed by hot air drying.
An online vision inspection system is used to check flow channel dimensions and detect defects. Finished products are leveled, cut, or rewound before entering the next surface coating process, such as carbon coating or gold plating.
To meet the needs of the hydrogen energy industry, Dongguan Huazhou Machinery Technology Co., Ltd. has developed high-precision metal bipolar plate etching production lines with the following advantages:
| Equipment Module | Huazhou Technical Features | Value for Bipolar Plate Quality |
|---|---|---|
| Etching Main Unit | 16 independently controlled upper and lower spray arms with programmable oscillation frequency and spray pressure | Etching uniformity ≤ ±3%, flow channel depth deviation ≤ ±0.01 mm |
| Temperature Control System | Heat exchanger + PID control, tank temperature difference ±0.5°C | Stable etching rate and reduced side-etch fluctuations |
| Chemical Regeneration | Online ORP monitoring with automatic regenerant replenishment | Continuous production without frequent solution replacement, increasing productivity by 30% |
| Automatic Alignment | CCD double-sided scanning + pin alignment system | Double-sided alignment accuracy ±20 μm, suitable for simultaneous double-sided etching of thin plates |
| Cleaning Unit | High-pressure spray + ultrasonic cleaning + DI water rinsing | Chloride ion residue ≤ 5 ppm, enhanced corrosion resistance |

For fine flow channels with width-to-depth ratios close to 1, stamping can easily cause tensile cracking or spring-back, and burrs on the edges are difficult to eliminate. Chemical etching, by contrast, is stress-free and produces smooth flow channel sidewalls.
Laser processing creates heat-affected zones that result in edge oxidation and slag formation. It also has lower efficiency and higher costs. Chemical etching can process entire sheets simultaneously, achieving productivity of several square meters per minute.
Reducing costs and improving efficiency in hydrogen fuel cells rely heavily on high-precision and highly consistent metal bipolar plates. With its unique advantages of stress-free processing, high design flexibility, and scalable mass production capability, chemical etching technology has become one of the mainstream manufacturing processes for bipolar plates.
Latest Etching Knowledge

With the continuous upgrade of automotive consumption, customers are placing increasingly higher demands on vehicle interior design, quality, and craftsmanship.Automotive decorative trims — whether ap……
In the era of smart vehicles, in-car audio experience has become an important factor in evaluating vehicle luxury, comfort, and overall quality. As a critical acoustic component of automotive sound sy……
With the rapid advancement of 5G communications, smart devices, new energy vehicles, and high-performance computing platforms, the power consumption and heat generation of electronic equipment continu……
With the rapid development of the hydrogen energy vehicle industry, metal bipolar plates have become one of the most critical core components of hydrogen fuel cells. As one of the key parts of a fuel ……
Send Inquiry
Choose Huazhou Machinery to safeguard your reputation.
Quick Navigation
Company
Contact Us
 No.1 Niuling Road, memorial archway, Sukeng, Changping Town, Dongguan
No.1 Niuling Road, memorial archway, Sukeng, Changping Town, Dongguan +86 1890244860
+86 1890244860 myd@merryoung.com
myd@merryoung.com


Copyright © Dongguan Huazhou Machinery Technology Co., Ltd. sitemap 粤ICP备18133982号