 +86 18902444860
+86 18902444860 myd@merryoung.com
myd@merryoung.com 





 Spanish
Spanish English
English Chinese
Chinese French
French Russian
Russian Italian
Italian German
German Japanese
Japanese

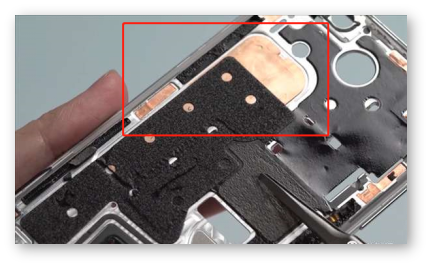
Con el rápido desarrollo de la industria de vehículos de energía de hidrógeno, las placas bipolares metálicas se han convertido en uno de los componentes centrales más críticos de las células de combustible de hidrógeno. Como una de las partes clave de una pila de combustible, las placas bipolares metálicas ofrecen una excelente conductividad eléctrica, resistencia a las vibraciones y resistencia al impacto, al tiempo que permiten una rápida disipación del calor para mantener la temperatura uniforme de la batería.
Las placas bipolares metálicas también se pueden fabricar usando materiales relativamente delgados, tales como acero inoxidable de 0,2 mm para medio grabado de canal de flujo de un solo lado, o material de 0,3 mm para medio grabado de canal de flujo de doble lado. También se pueden usar materiales más gruesos según los requisitos específicos de la aplicación.
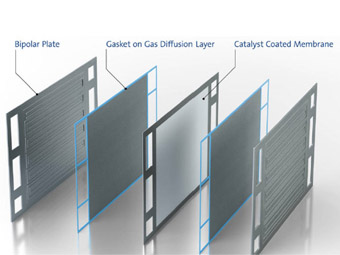
Las principales funciones de las placas bipolares incluyen:
Distribución del canal de flujo de gas
Gestión térmica
Conducción eléctrica
La precisión de fabricación de las placas bipolares afecta directamente al rendimiento de las células de combustible.
Los métodos de fabricación para placas bipolares metálicas pueden dividirse generalmente en procesos de estampado y procesos de grabado químico. El primero utiliza estampado para formar canales de flujo en chapas metálicas, mientras que el último utiliza corrosión química para grabar canales de flujo en ambos lados de la placa metálica. El grabado químico (grabado húmedo), con sus ventajas de procesamiento sin rebabas, fabricación sin estrés y la capacidad de producir canales de flujo tridimensionales complejos simultáneamente, se ha convertido en un proceso clave para la fabricación de placas bipolares de acero inoxidable y aleación de titanio. Este artículo proporciona un análisis en profundidad de los pasos principales del proceso y los puntos de control del equipo involucrados.
Las placas bipolares de pilas de combustible se fabrican típicamente de chapas de acero inoxidable (SUS304, SUS316L) o aleación de titanio con espesores que van de 0,05 mm a 0,2 mm. Las profundidades típicas del canal de flujo van de 0,2 mm a 0,5 mm, mientras que la anchura de nervadura y la anchura del canal pueden ser tan pequeñas como 0,3 mm.
Los indicadores básicos de calidad incluyen:
Tolerancia de profundidad ≤ ± 0,02 mm
Tolerancia de anchura ≤ ± 0,01 mm
Factor de grabado ≥ 2,5
Grabado lateral minimizado de canales de flujo
Ra ≤ 0,8 μm
Reduce la resistencia al contacto y mejora la adhesión del revestimiento
Evita daños a las membranas de intercambio de protones y evita cortocircuitos
Una línea de producción completa de grabado de placas bipolares metálicas incluye las siguientes secciones clave del proceso:
Las bobinas o láminas metálicas se limpian químicamente (desengrasamiento y eliminación de óxidos), seguido de laminación de doble cara con recubrimiento de fotoresistente de película seca o fotoresistente húmedo. El grosor de la película seca se selecciona de acuerdo con los requisitos de profundidad de grabado, típicamente oscilando entre 15-40 μm.
Una máquina de exposición de doble cara de alta precisión transfiere el patrón de canal de flujo a la capa fotorresistente. La precisión de alineación de la exposición debe ser ≤ ±25 μm. Después del desarrollo, se forman áreas de apertura claras donde se grabarán los canales de flujo.
Esta es la etapa más crítica para determinar la calidad de la placa bipolar. Se usa grabado por pulverización simétrico de doble cara, donde la solución grabadora (típicamente sistemas de cloruro férrico o cloruro cúbico para acero inoxidable) se pulveriza uniformemente sobre la superficie metálica a través de boquillas de alta presión.
Las presiones de pulverización superior e inferior se controlan independientemente. Los brazos oscilantes o las boquillas oscilantes eliminan el “efecto de agrupación”, asegurando velocidades de grabado consistentes entre el centro y los bordes.
La temperatura de grabado se mantiene a 45 ±1°C (para acero inoxidable). Las temperaturas excesivamente altas aceleran el grabado lateral, mientras que las temperaturas más bajas reducen la velocidad de grabado.
El grado de Baumé y el ORP (potencial de oxidación-reducción) se monitorizan en tiempo real. Los agentes regeneradores se añaden automáticamente o se sustituye la solución saturada para mantener velocidades de grabado estables.
Cuando la profundidad de grabado alcanza el valor objetivo (grabado a través o medio grabado), la pulverización se detiene automáticamente para evitar el grabado excesivo.
Para lograr la penetración simultánea desde ambos lados y formar canales de flujo continuo (tales como placas catódicas), el tiempo de grabado debe controlarse con precisión de manera que los frentes de grabado de ambos lados se encuentren en el centro, formando una sección transversal lisa en forma de reloj de reloj. Para placas de ánodo semigrabadas (grabadas en un lado mientras que el otro lado permanece intacto), la capa de resistencia posterior debe protegerse mientras se controla la profundidad de semigrabado.
Después del grabado, una máquina de desprendimiento alcalina elimina la película seca restante. Las placas se someten entonces a una limpieza en múltiples etapas, incluyendo limpieza por ultrasonidos, para eliminar los residuos de grabado e iones cloruro de la superficie, seguido de secado por aire caliente.
Se utiliza un sistema de inspección de visión en línea para comprobar las dimensiones del canal de flujo y detectar defectos. Los productos terminados se nivelan, cortan o rebobinan antes de entrar en el siguiente proceso de recubrimiento superficial, como el recubrimiento de carbono o el chapado de oro.
Para satisfacer las necesidades de la industria de energía de hidrógeno, Dongguan Huazhou Machinery Technology Co., Ltd. ha desarrollado líneas de producción de grabado de placas bipolares metálicas de alta precisión con las siguientes ventajas:
| Módulo de Equipo | Características técnicas de Huazhou | Valor para la calidad de la placa bipolar |
|---|---|---|
| Unidad principal de grabado | 16 brazos de pulverización superiores e inferiores controlados independientemente con frecuencia de oscilación programable y presión de pulverización | Uniformidad de grabado ≤ ± 3%, desviación de profundidad del canal de flujo ≤ ± 0,01 mm |
| Sistema de control de temperatura | Control PID del intercambiador de calor, diferencia de temperatura del tanque ±0,5°C | Velocidad de grabado estable y fluctuaciones de grabado lateral reducidas |
| Regeneración Química | Monitoreo ORP en línea con reposición automática de regenerantes | Producción continua sin sustitución frecuente de la solución, aumentando la productividad en un 30% |
| Alineación automática | Sistema de alineación de pines de escaneo de doble cara CCD | Precisión de alineación de doble cara ±20 μm, adecuada para grabado simultáneo de doble cara de placas delgadas |
| Unidad de limpieza | Limpieza por pulverización ultrasónica de alta presión enjuague con agua DI | Residuo iónico de cloruro ≤ 5 ppm, mayor resistencia a la corrosión |

Para canales de flujo fino con relaciones de anchura a profundidad cercanas a 1, el estampado puede causar fácilmente grietas por tracción o retroceso de muelles, y las rebajas en los bordes son difíciles de eliminar. El grabado químico, por el contrario, es libre de estrés y produce paredes laterales de canal de flujo suaves.
El procesamiento láser crea zonas afectadas por el calor que dan como resultado la oxidación de los bordes y la formación de escorias. También tiene menor eficiencia y mayores costos. El grabado químico puede procesar hojas enteras simultáneamente, logrando una productividad de varios metros cuadrados por minuto.
La reducción de costos y la mejora de la eficiencia en las células de combustible de hidrógeno dependen en gran medida de placas bipolares metálicas de alta precisión y altamente consistentes. Con sus ventajas únicas de procesamiento sin estrés, alta flexibilidad de diseño y capacidad de producción en masa escalable, la tecnología de grabado químico se ha convertido en uno de los procesos de fabricación principales para placas bipolares.
Últimos conocimientos de grabado

With the continuous upgrade of automotive consumption, customers are placing increasingly higher demands on vehicle interior design, quality, and craftsmanship.Automotive decorative trims — whether ap……
Related topics: Automotive Metal Etching SolutionIn the era of smart vehicles, in-car audio experience has become an important factor in evaluating vehicle luxury, comfort, and overall quality. As a c……
With the rapid advancement of 5G communications, smart devices, new energy vehicles, and high-performance computing platforms, the power consumption and heat generation of electronic equipment continu……
Con el rápido desarrollo de la industria de vehículos de energía de hidrógeno, las placas bipolares metálicas se han convertido en uno de los componentes centrales más críticos de las células de combu……
Enviar consulta
Elija Huazhou Machinery para salvaguardar su reputación.
Navegación rápida
Empresa
Contacta con nosotros
 No.1 Niuling Road, arco conmemorativo, Sukeng, ciudad de Changping, Dongguan
No.1 Niuling Road, arco conmemorativo, Sukeng, ciudad de Changping, Dongguan 86 1890244860
86 1890244860 myd@merryoung.com
myd@merryoung.com
Copyright © Dongguan Huazhou Machinery Technology Co., Ltd.mapa del sitio 粤ICP备18133982号