 +86 18902444860
+86 18902444860 myd@merryoung.com
myd@merryoung.com 





 Русский
Русский Английский
Английский Китайский
Китайский Испанский
Испанский Французский
Французский Итальянский
Итальянский Немецкий
Немецкий Японский
Японский +86 18902444860myd@merryoung.com
+86 18902444860myd@merryoung.com 
С быстрым развитием водородной энергетической промышленности транспортных средств металлические биполярные пластины стали одним из наиболее важных основных компонентов водородных топливных элементов. Как одна из ключевых частей топливного элемента, металлические биполярные пластины предлагают отличную электропроводность, сопротивление вибрации и ударность, а также позволяют быстро рассеивать тепло для поддержания равномерной температуры батареи.
Металлические биполярные пластины также могут быть изготовлены с использованием относительно тонких материалов, таких как нержавеющая сталь размером 0,2 мм для полутравления одностороннего канала потока или материал размером 0,3 мм для полутравления двустороннего канала потока. Более толстые материалы также могут использоваться в соответствии с конкретными требованиями применения.
Основные функции биполярных пластин включают:
Распределение канала потока газа
Тепловое управление
Электропровождение
Точность изготовления биполярных пластин напрямую влияет на производительность топливных элементов.
Методы изготовления металлических биполярных пластин, как правило, могут быть разделены на процессы штампования и химические процессы травления. Первый использует штамповку для формирования каналов потока на металлических листах, в то время как второй использует химическую коррозию для травления каналов потока с обеих сторон металлической пластины. Химическое травление (влажное травление), со своими преимуществами обработки без разрыва, производства без напряжения и способности одновременно производить сложные трехмерные каналы потока, стало ключевым процессом производства биполярных пластин из нержавеющей стали и титанового сплава. В этой статье содержится углубленный анализ основных этапов процесса и участвующих в нем точек управления оборудованием.
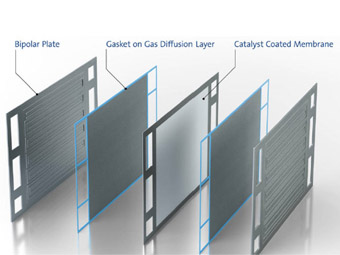
Биполярные пластины топливных элементов обычно изготовлены из нержавеющей стали (SUS304, SUS316L) или листов из титанового сплава с толщиной от 0,05 мм до 0,2 мм. Типичные глубины канала потока варьируются от 0,2 мм до 0,5 мм, в то время как ширина ребра и ширина канала могут быть настолько же малыми, как 0,3 мм.
Основные показатели качества включают:
Толерант глубины ≤ ±0.02 мм
Толерант ширины ≤ ±0,01 мм
Коэффициент травления ≥ 2,5
Минимизированное боковое гравирование каналов потока
Ра ≤ 0,8 мкм
Снижает сопротивление контакту и улучшает адгезию покрытия
Предотвращает повреждение протонообменных мембран и избегает короткого замыкания
Полная производственная линия для травления металлических биполярных пластин включает следующие ключевые секции процесса:
Металлические катушки или листы химически очищаются (обезжирение и удаление оксидов), а затем двустороннее ламинирование сухой пленкой фоторезиста или мокрым фоторезистом. Толщина сухой пленки выбирается в соответствии с требованиями глубины травления, обычно в диапазоне от 15 до 40 мкм.
Высокоточная двусторонняя экспозиционная машина передает узор канала потока на слой фоторезиста. Точность выравнивания воздействия должна составлять ≤ ±25 мкм. После разработки образуются прозрачные зоны открытия, где будут выгравированы каналы потока.
Это наиболее критический этап определения качества биполярной пластины. Используется двустороннее симметрическое распыление, где распылительный раствор (обычно системы хлорида железа или хлорида меди для нержавеющей стали) равномерно распыляется на поверхность металла через сопла высокого давления.
Верхнее и нижнее давление распыления контролируются независимо. Выкачивающиеся руки или колебанные сопла устраняют «эффект объединения», обеспечивая последовательные скорости травления между центром и краями.
Температура гравирования поддерживается при 45 ±1°C (для нержавеющей стали). Чрезмерно высокие температуры ускоряют боковое травление, в то время как более низкие температуры снижают скорость травления.
Степень Бауме и ORP (окислительно-редуктивный потенциал) контролируются в режиме реального времени. Регенерирующие агенты автоматически добавляются или заменяют насыщенный раствор для поддержания стабильных скоростей травления.
Когда глубина травления достигает целевого значения (через травление или полутравление), распыление автоматически прекращается, чтобы предотвратить чрезмерное травление.
Чтобы достичь одновременного проникновения с обеих сторон и сформировать каналы непрерывного потока (такие как катодные пластины), время гравирования должно быть точно контролировано таким образом, чтобы фронты гравирования с обеих сторон встречались в центре, образуя гладкий поперечный сечение в форме стеклянных часов. Для полугравированных анодных пластин (гравированных с одной стороны, в то время как другая сторона остается нетронутой), задний слой сопротивления должен быть защищен при контроле глубины полугравирования.
После травления машина для щелочного снятия удаляет оставшуюся сухую пленку. Затем пластины подвергаются многоэтапной очистке, включая ультразвуковую очистку, чтобы удалить остатки травления и ионы хлорида с поверхности, а затем сушить на горячем воздухе.
Система онлайн-проверки зрения используется для проверки размеров канала потока и обнаружения дефектов. Готовые продукты выравниваются, разрезаются или отвращаются перед вступлением в следующий процесс поверхностного покрытия, такой как углеродное покрытие или золотое покрытие.
Чтобы удовлетворить потребности водородной энергетической промышленности, Dongguan Huazhou Machinery Technology Co., Ltd. разработала высокоточные производственные линии для гравирования металлических биполярных пластин со следующими преимуществами:
| Модуль оборудования | Хуачжоу Технические характеристики | Значение для качества биполярной пластины |
|---|---|---|
| Главный блок травления | 16 независимо управляемых верхних и нижних распылительных рук с программируемой частотой колебания и давлением распыления | Единородность травления ≤ ±3%, отклонение глубины канала потока ≤ ±0,01 мм |
| Система контроля температуры | Управление PID теплообменника, разница температуры резервуара ±0,5°C | Стабильная скорость травления и уменьшенные колебания бокового травления |
| Химическая регенерация | Онлайн мониторинг ORP с автоматическим пополнением регенерантов | Непрерывное производство без частой замены раствора, повышение производительности на 30% |
| Автоматическое выравнивание | CCD двусторонняя сканирующая система выравнивания штрифта | Точность двустороннего выравнивания ±20 мкм, подходящая для одновременного двустороннего гравирования тонких пластин |
| Уборочный блок | Высокое давление спрей ультразвуковой очистки DI воды промывания | Остаток ионов хлорида ≤ 5 ppm, повышенная коррозионная устойчивость |

Для тонких каналов потока с соотношением ширины к глубине близким к 1 штамповка может легко вызвать трещины на растяжении или пружину, а разрезы на краях трудно устранить. Химическое травление, напротив, не имеет напряжения и создает гладкие боковые стенки канала потока.
Лазерная обработка создает зоны, подвергаемые воздействию тепла, что приводит к окислению края и образованию шлака. Он также имеет более низкую эффективность и более высокие затраты. Химическое травление может одновременно обрабатывать целые листы, достигая производительности в несколько квадратных метров в минуту.
Снижение затрат и повышение эффективности водородных топливных элементов в значительной степени зависят от высокоточных и высокостабильных металлических биполярных пластин. Благодаря своим уникальным преимуществам обработки без напряжения, высокой гибкости конструкции и масштабируемой возможности массового производства технология химического травления стала одним из основных производственных процессов для биполярных пластин.
Последние знания гравюры

With the continuous upgrade of automotive consumption, customers are placing increasingly higher demands on vehicle interior design, quality, and craftsmanship.Automotive decorative trims — whether ap……
Related topics: Automotive Metal Etching SolutionIn the era of smart vehicles, in-car audio experience has become an important factor in evaluating vehicle luxury, comfort, and overall quality. As a c……
With the rapid advancement of 5G communications, smart devices, new energy vehicles, and high-performance computing platforms, the power consumption and heat generation of electronic equipment continu……
С быстрым развитием водородной энергетической промышленности транспортных средств металлические биполярные пластины стали одним из наиболее важных основных компонентов водородных топливных элементов. ……
Отправить запрос
Выберите машины Хуачжоу, чтобы защитить свою репутацию.
Быстрая навигация
Компания
Свяжитесь с нами
 No.1 Niuling Road, мемориальная арка, Sukeng, город Чаньпин, Донггуан
No.1 Niuling Road, мемориальная арка, Sukeng, город Чаньпин, Донггуан 86 1890244860
86 1890244860 myd@merryoung.com
myd@merryoung.com
Авторское право © Dongguan Huazhou Machinery Technology Co., Ltd.карта сайта 粤ICP备18133982号